3-rørs vakuum anlegg
I et system der det pakkes matvarer så er det ofte snakk om store kapasiteter ved et lavt
vakuum. Å redusere trykket fra atmosfærisk og ned til ønsket nivå ville tatt for lang tid selv
for store pumper. Det har derfor blitt utviklet et system der vakuumet på forhånd evakueres til
et område som pumpene lett kan opprettholde og som pakkemaskinen kan benytte for sikker
funksjonalitet.
vakuum. Å redusere trykket fra atmosfærisk og ned til ønsket nivå ville tatt for lang tid selv
for store pumper. Det har derfor blitt utviklet et system der vakuumet på forhånd evakueres til
et område som pumpene lett kan opprettholde og som pakkemaskinen kan benytte for sikker
funksjonalitet.
For å lage et oppsett så er det en del opplysninger som må til. Vi trenger å vite antall
pakkemaskiner, hvor mange pakkesekvenser det skal være per minutt, og hva som skal
pakkes. Videre så må vi vite hvor stort kammeret i pakkemaskinen er målt i liter, hvor stor
fyllingsgrad det blir, dvs. hvor mye av kammeret er igjen i form av luft når varen er lagt inn,
og til slutt volumet i interne rør på maskinen. Vi ønsker også å vite om det skal være
formingsvakuum i pakkemaskinen. Dette benyttes til å danne emballasjen rundt
sluttproduktet.
Teorien bak systemet er kort og greit en utligning mellom to volum der det ene har
atmosfærisk trykk mens det andre har vakuum. Hvor lavt vakuum som trengs blir er en del av
regnestykket. Om vi ser for oss to tanker på 1 m³ med et rør imellom påsatt en stengeventil.
Den ene tanken har et trykk på 1 bar, den andre på 2 bar. Om vi åpner ventilen så vil de to
utlignes mot hverandre. Og som alt annet i naturen så vil det søkes en balanse tilsvarende
som for kulde og varme eller vann som faller fra et høyere til et lavere nivå. Balansen vil
havne på et trykk midt imellom eller på 1,5 bar fordi tankene er like store. Er den ene veldig
mye større enn den andre så blir balansen annerledes. Når vi skal sette opp systemet i
pakkemaskinen så er volumet i kammeret kanskje 24 liter og trykket er atmosfærisk. Om vi
kobler mot et nytt volum på 1000 liter som holder et vakuum på 35 mbar så vil vi ved
utligning komme ned til rundt 58 mbar.
58 mbar er ikke nok for vakuumpakking av matvarer, behovet varierer, ofte til under 10. Og
da kommer vi til neste fase. Volumet evakueres på nytt, men denne gangen mot et vakuum
som ligger på det ønskede nivået, f.eks. 5 mbar. Når første utligning ble gjort så ble det
benyttet en stengeventil, denne åpnet og lukket i en rask syklus. Nå gjøres samme. I og med
at sluttvakuumet skal ned til nettopp 5 mbar så bør utligningen ende ganske nært. Hvor langt
ned er avhengig av hvor ofte pakkesekvensene går. Er det mange så er hurtighet viktig. Er
det f.eks. 12 sykluser i minutter så har hver pakking bare 5 sekunder til rådighet. Bruker vi
f.eks. 0,5 m³ ved 5 mbar utlignet mot 24 liter ved 58 så ender vi på litt i overkant av 7 mbar.
Nå vil pumpesystemet kun trenge å evakuere fra nevnte 7 mbar og ned til 5, og det vil være
overkommelig om det er riktig størrelse på vakuumsuger.
Når man er nede i så lave vakuum så vil pumpekapasitet normalt dekkes av to maskiner
plassert i serie. Nærmest applikasjonen settes det inn en såkalt boosterpumpe. Denne
kjennetegnes ved store kapasiteter ved lave trykk. Problemet med pumpen er at den ikke
kan komprimere luften opp til atmosfærisk alene, den trenger en sekundærmaskin.
Boosterpumpen jobber normalt fra under 1 mbar og opp til kanskje 60 mbar. Kapasiteten på
den begynner å synke etter 10. Kompresjonsraten ligger opp til 70, nærmere sagt hvor langt
opp den kan klemme sammen luften. Er man nede i 0,01 mbar så kan det hende man må
benytte to boosterpumper i serie før de kobles mot sekundærmaskinen. Som
sekundærpumpe så er det flere muligheter, det mest vanlige er å benytte en oljesmurt
lamellpumpe.
Vi har nå definert to vakuumsystemer i anlegget vårt som jobber sammen. Det ene ligger på
35 mbar, det andre på 5. I en fabrikk er det vanlig å plassere pumper og annet teknisk utstyr i
et eget rom. Pakkemaskiner og annet produksjonsutstyr legges til fabrikkhallen. Det betyr at fra maskinrom og til maskiner så legges det rørgater. I beskrivelsen over så har vi snakket
om et gitt volum som skal utlignes mot pakkemaskinen. Dette volumet ligger i rørgatene, eller
i tillegg i en tank om vi har for få liter. Tanken kan plasseres i maskinrommet. Eller det kan
velges større rørdiameter enn nødvendig – for å oppnå ønsket volum. Da vil «tanken» ligge i
taket. For å beregne dette riktig så må vi vite avstanden fra pakkemaskin til maskinrom. Vi
har en nedre lufthastighetsgrense å gå etter. Vi ønsker å havne under 10 m/sek for at vi ikke
skal få for stort trykkfall.
Dimensjonering av pumper gjøres innenfor tiden som er tilgjengelig i henhold til antall
pakkesekvenser vi skal ha. Er det mange så blir pumpene større, og tilsvarende motsatt. I og
med at boosterpumpen jobber mellom lavt vakuum og opp til rundt 60 mbar så kan
utløpsluften fra denne kobles til rørgate med vakuumnivå på 35 mbar. Pumpen på denne
linjen (oljesmurt lamellpumpe) drar trykket fra 35 og opp til atmosfærisk. Ved beregning må
man passe på at pumpen greier sin egen jobb i tillegg til at den har kapasiteten til å fjerne
eksosen fra booster.
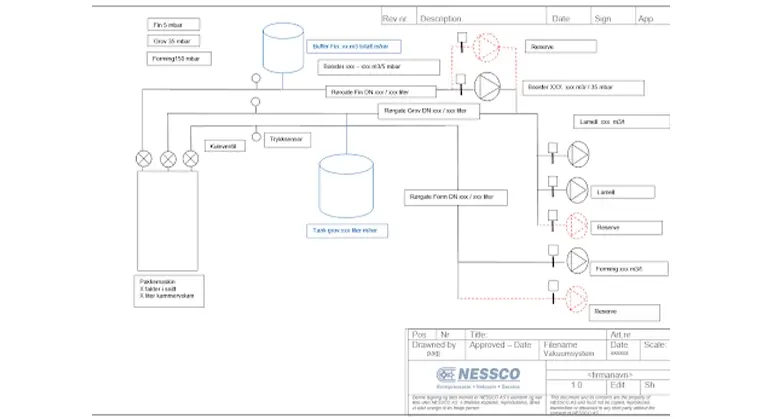
De to rørstrekkene vi har forklart om her kalles finvakuumlinje for den med lavest trykk og
grovvakuumlinje for den andre. Når man kobler utløpet på booster til grovvakuumet så er det
viktig å tenke på maks trykkforskjell for boosterpumpen. I utligningsøyeblikket, når
grovvakuumlinjen kobles til pakkemaskinen, så er det viktig at ikke det nye trykket – her
beregnet til 58 mbar – overstiger delta P for booster.
Nå kaller vi systemet for 3-rørs anlegg. Hittil har vi kun benyttet 2 rørgater. Den tredje kaller
vi bare formingsvakuum, og den jobber isolert. Normalt så ligger vakuumbehovet på 150
mbar. Vi utformer det som beskrevet over med volum i rørgate/tank som utveksler mot volum
i kammer. I denne sekvensen så tenker vi ikke fyllingsgrad, her vil hele det oppgitte
kammervolumet beregnes med i evakueringstiden.
For at anlegget vårt skal fungere så vil vi ved oppstart først «sette» systemet. Det betyr at
pumpene starter før pakkemaskinen og at ønskede vakuumnivå er nådd før vi gir startsignal.
Anlegget settes opp med pumper og reservepumper. For finvakuum f.eks. med 2 stk. 100%,
eller 3 stk. 50 % pumper, for grov og formingsvakuum nødvendig kapasitet pluss én stk. i
reserve. Om maskinene velges like så kan reservepumpen dekke både grov og forming.
Anlegget bygges med sikkerhetsmargin, vi legger til en prosentsats i tillegg til beregnet
kapasitet.
pakkemaskiner, hvor mange pakkesekvenser det skal være per minutt, og hva som skal
pakkes. Videre så må vi vite hvor stort kammeret i pakkemaskinen er målt i liter, hvor stor
fyllingsgrad det blir, dvs. hvor mye av kammeret er igjen i form av luft når varen er lagt inn,
og til slutt volumet i interne rør på maskinen. Vi ønsker også å vite om det skal være
formingsvakuum i pakkemaskinen. Dette benyttes til å danne emballasjen rundt
sluttproduktet.
Teorien bak systemet er kort og greit en utligning mellom to volum der det ene har
atmosfærisk trykk mens det andre har vakuum. Hvor lavt vakuum som trengs blir er en del av
regnestykket. Om vi ser for oss to tanker på 1 m³ med et rør imellom påsatt en stengeventil.
Den ene tanken har et trykk på 1 bar, den andre på 2 bar. Om vi åpner ventilen så vil de to
utlignes mot hverandre. Og som alt annet i naturen så vil det søkes en balanse tilsvarende
som for kulde og varme eller vann som faller fra et høyere til et lavere nivå. Balansen vil
havne på et trykk midt imellom eller på 1,5 bar fordi tankene er like store. Er den ene veldig
mye større enn den andre så blir balansen annerledes. Når vi skal sette opp systemet i
pakkemaskinen så er volumet i kammeret kanskje 24 liter og trykket er atmosfærisk. Om vi
kobler mot et nytt volum på 1000 liter som holder et vakuum på 35 mbar så vil vi ved
utligning komme ned til rundt 58 mbar.
58 mbar er ikke nok for vakuumpakking av matvarer, behovet varierer, ofte til under 10. Og
da kommer vi til neste fase. Volumet evakueres på nytt, men denne gangen mot et vakuum
som ligger på det ønskede nivået, f.eks. 5 mbar. Når første utligning ble gjort så ble det
benyttet en stengeventil, denne åpnet og lukket i en rask syklus. Nå gjøres samme. I og med
at sluttvakuumet skal ned til nettopp 5 mbar så bør utligningen ende ganske nært. Hvor langt
ned er avhengig av hvor ofte pakkesekvensene går. Er det mange så er hurtighet viktig. Er
det f.eks. 12 sykluser i minutter så har hver pakking bare 5 sekunder til rådighet. Bruker vi
f.eks. 0,5 m³ ved 5 mbar utlignet mot 24 liter ved 58 så ender vi på litt i overkant av 7 mbar.
Nå vil pumpesystemet kun trenge å evakuere fra nevnte 7 mbar og ned til 5, og det vil være
overkommelig om det er riktig størrelse på vakuumsuger.
Når man er nede i så lave vakuum så vil pumpekapasitet normalt dekkes av to maskiner
plassert i serie. Nærmest applikasjonen settes det inn en såkalt boosterpumpe. Denne
kjennetegnes ved store kapasiteter ved lave trykk. Problemet med pumpen er at den ikke
kan komprimere luften opp til atmosfærisk alene, den trenger en sekundærmaskin.
Boosterpumpen jobber normalt fra under 1 mbar og opp til kanskje 60 mbar. Kapasiteten på
den begynner å synke etter 10. Kompresjonsraten ligger opp til 70, nærmere sagt hvor langt
opp den kan klemme sammen luften. Er man nede i 0,01 mbar så kan det hende man må
benytte to boosterpumper i serie før de kobles mot sekundærmaskinen. Som
sekundærpumpe så er det flere muligheter, det mest vanlige er å benytte en oljesmurt
lamellpumpe.
Vi har nå definert to vakuumsystemer i anlegget vårt som jobber sammen. Det ene ligger på
35 mbar, det andre på 5. I en fabrikk er det vanlig å plassere pumper og annet teknisk utstyr i
et eget rom. Pakkemaskiner og annet produksjonsutstyr legges til fabrikkhallen. Det betyr at fra maskinrom og til maskiner så legges det rørgater. I beskrivelsen over så har vi snakket
om et gitt volum som skal utlignes mot pakkemaskinen. Dette volumet ligger i rørgatene, eller
i tillegg i en tank om vi har for få liter. Tanken kan plasseres i maskinrommet. Eller det kan
velges større rørdiameter enn nødvendig – for å oppnå ønsket volum. Da vil «tanken» ligge i
taket. For å beregne dette riktig så må vi vite avstanden fra pakkemaskin til maskinrom. Vi
har en nedre lufthastighetsgrense å gå etter. Vi ønsker å havne under 10 m/sek for at vi ikke
skal få for stort trykkfall.
Dimensjonering av pumper gjøres innenfor tiden som er tilgjengelig i henhold til antall
pakkesekvenser vi skal ha. Er det mange så blir pumpene større, og tilsvarende motsatt. I og
med at boosterpumpen jobber mellom lavt vakuum og opp til rundt 60 mbar så kan
utløpsluften fra denne kobles til rørgate med vakuumnivå på 35 mbar. Pumpen på denne
linjen (oljesmurt lamellpumpe) drar trykket fra 35 og opp til atmosfærisk. Ved beregning må
man passe på at pumpen greier sin egen jobb i tillegg til at den har kapasiteten til å fjerne
eksosen fra booster.
De to rørstrekkene vi har forklart om her kalles finvakuumlinje for den med lavest trykk og
grovvakuumlinje for den andre. Når man kobler utløpet på booster til grovvakuumet så er det
viktig å tenke på maks trykkforskjell for boosterpumpen. I utligningsøyeblikket, når
grovvakuumlinjen kobles til pakkemaskinen, så er det viktig at ikke det nye trykket – her
beregnet til 58 mbar – overstiger delta P for booster.
Nå kaller vi systemet for 3-rørs anlegg. Hittil har vi kun benyttet 2 rørgater. Den tredje kaller
vi bare formingsvakuum, og den jobber isolert. Normalt så ligger vakuumbehovet på 150
mbar. Vi utformer det som beskrevet over med volum i rørgate/tank som utveksler mot volum
i kammer. I denne sekvensen så tenker vi ikke fyllingsgrad, her vil hele det oppgitte
kammervolumet beregnes med i evakueringstiden.
For at anlegget vårt skal fungere så vil vi ved oppstart først «sette» systemet. Det betyr at
pumpene starter før pakkemaskinen og at ønskede vakuumnivå er nådd før vi gir startsignal.
Anlegget settes opp med pumper og reservepumper. For finvakuum f.eks. med 2 stk. 100%,
eller 3 stk. 50 % pumper, for grov og formingsvakuum nødvendig kapasitet pluss én stk. i
reserve. Om maskinene velges like så kan reservepumpen dekke både grov og forming.
Anlegget bygges med sikkerhetsmargin, vi legger til en prosentsats i tillegg til beregnet
kapasitet.